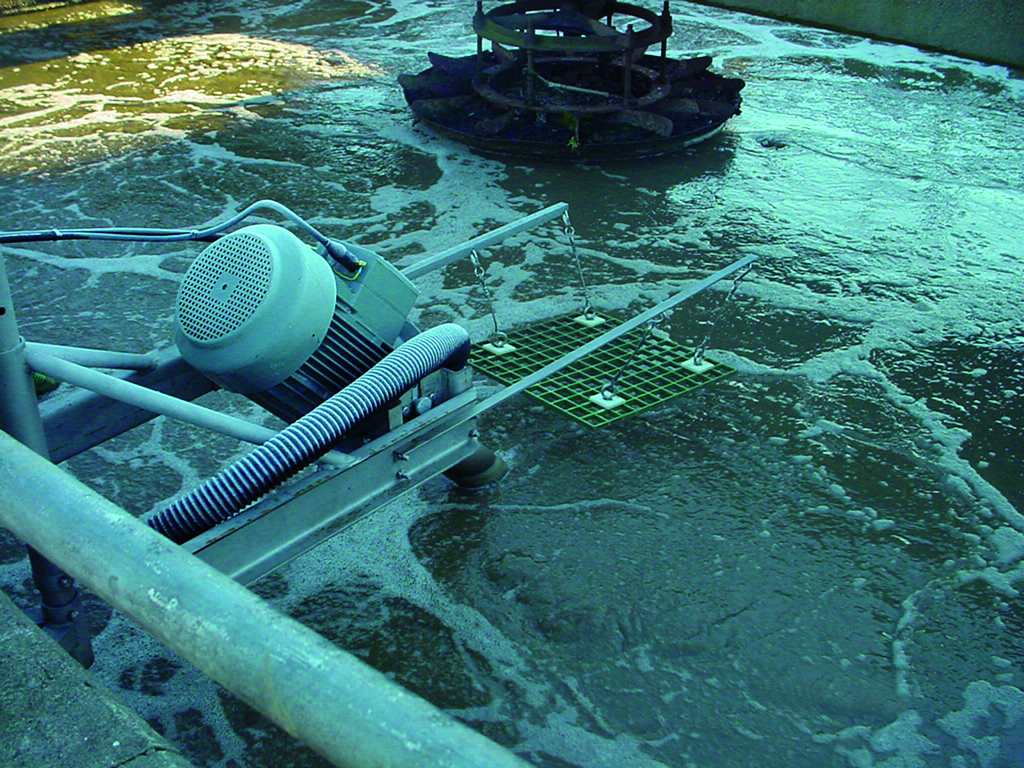
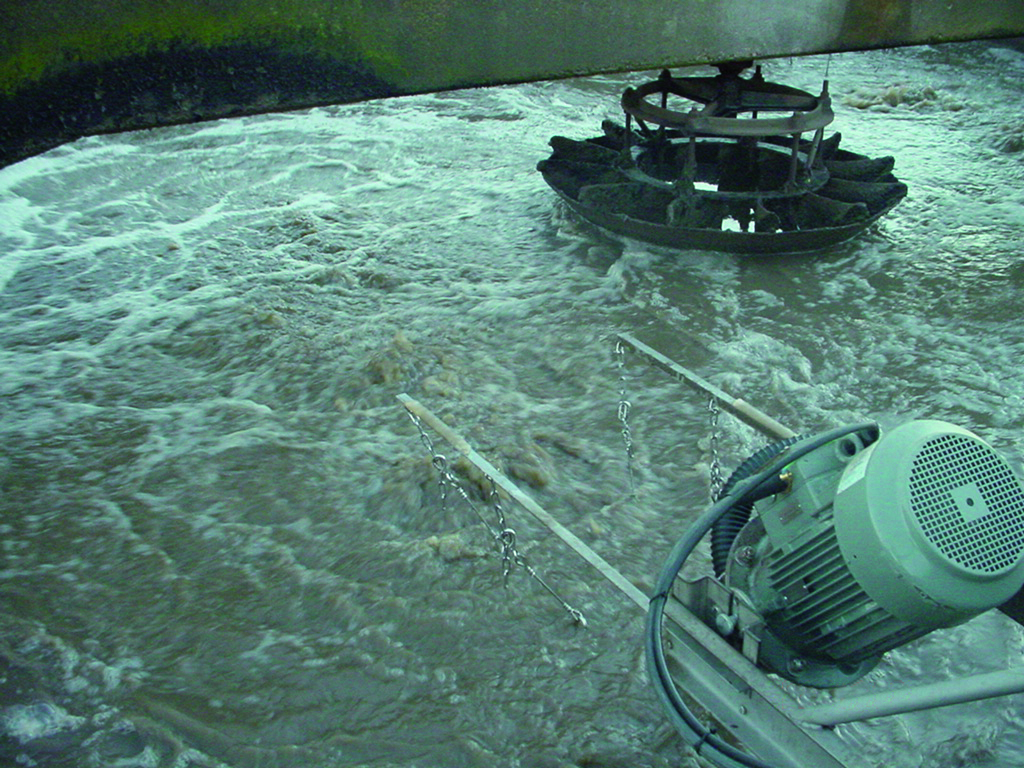
3.7kW Tritons® fixed on a tri-pontoon float. The Triton® can be bridge or side-wall mounted.
Background
Mountmellick village is located approximately 15 miles northwest of Portlaoise, County Laoise, Republic of Ireland. As with all Irish towns, Mountmellick has grown greatly over the years. The existing plant was designed and installed in the mid 1970s, with further works being added later, the last being a sludge dewatering plant.
The existing plant design consisted of:
- A Wham Mechanical Screen
- An Oxidation Ditch for biological treatment. A 60m long ‘Race Track’ shaped ditch, each lane measuring 7m wide. The total average depth of the ditch was 1.57m with a total volume of 1,340m³.
- Horizontal Brush Aeration System. As was the practice during the 1970s, consisting of 4 horizontal rotors, each 2m in length
- Two final settlement tanks and sludge dewatering works.
- An ‘activated sludge process’for the biological treatment stage.
The Challange
The design capacity of the works was 5,000PE and the discharge consent was 20mg/l BOD (Biological Oxygen Demand) and 30mg/l SS (Suspended Solids). The brush rotor aeration capacity had proved inadequate and was supplemented by Venturi Aerators. The combined horizontal brush and Venturi Aeration systems were unable to support the process oxygen demand and could not provide the necessary velocity profile in the ditch to ensure the minimum vital mixing requirement of the ditch contents. Consequently, the plant was failing consent.
In addition to the problems associated with the failure of consent, the high power demand to run the aeration system at Mountmellick (i.e. two 7.5kW drives for each horizontal brush rotors and two 13.50kW drives for each Venturi Aerator) also made it expensive to run at existing capacity. However, the need to increase plant capacity from 5000PE to 7000PE meant that the high power supply to the existing plant provided an opportunity to review the whole process performance of the aeration system and deliver a solution to reduce carbon footprint.
KEE Process was contacted by Laois County Council, to discuss how the Triton® aerators and mixers, could overcome the current process load issue facing the Mountmelick plant and explore the option to save power and increase the plant capacity.
After discussions with Laois County Council and their consultants at Nicholas O’Dwyers, KEE visited the site to review the existing plant design and formulate a proposal.
The Solution
After further liaison and evaluation of the actual dissolved oxygen requirements, it was agreed that the plant upgrade should be carried out in two phases using the KEE Process Triton® dual mode, fine bubble aerator/mixer.
- Phase 1 upgrade – To address the urgent need to increase the process performance of the plant to meet the required environmental discharge consent and also reduce the overall carbon footprint.
- Phase 2 – To increase the capability to upgrade the plant capacity upgrade from 5000PE to 7000PE and reduce maintenance requirements.
Based on the current load and the 20mg/l Biological Oxygen Demand consent for Phase 1, it was necessary to install four 3.7kW Tritons® to provide the supplemental Dissolved Oxygen and all the mixing for the oxidation ditch. These four Tritons® would provide complete mixing of the ditch and generate the optimum horizontal velocity of 0.3m/s to ensure that the suspended solids in the mixed liquor remained in suspension at all times.
Treatment processing target criteria for design upgrade:
Type of wastewater Municipal
Dry Weather Flow (DWF) 1,575m3/day
Full Flow to Treatment (FFT) 3.3 x DWF = 5,184m3/day
Total influent BOD5 load 420kg/day
Total influent nitrogen load 77kg/day
Oxidation ditch approximate volume 1,340m3
Treatment objectives BOD5<20mg/l
SS<30mg/l
(no nitrification)
Although the stated environmental objectives did not require nitrification, we knew that the NH4-N in the influent would exert an oxygen demand due to the high retention time of 20 hours (at DWF) in the oxidation ditch. The projected AOR (actual oxygen requirement) of 959kg/day accounts for both carbonaceous BOD reduction and Nitrification. For carbonaceous BOD removal only, the AOR would be 773kg/day.
[Note: AOR is the oxygen required under field conditions of temperature, elevation, desired dissolved oxygen operating concentration].
To provide the projected AOR, eight 3.7kW Tritons® were required, in addition to the existing horizontal brush rotors which would need to be retained. This process upgrade assumed that nitrification would be accepted as a future treatment objective. If this had not been the case then the Tritons on their own would have beeen sufficient to provide all the projected Dissolved Oxhgen (DO) and mixing for the 7000PE capacity.
Supply and Installation
Of all the aeration equipment on the market, Triton® aeration units are the easiest to install. There was no need to decommission the existing plant while installation was being carried out. The Tritons® fine bubble aerators were surface mounted and therefore neither the aeration tank or the oxidation ditch needed decommissioning, emptied, refurbished, refilled and re-commissioned. Tritons® can be bridge-mounted, wall-mounted, float-mounted or guiderail-mounted for SBR configuration.
Timing was of the essence to ensure that the treatment objectives were met and therefore the equipment was ordered whilst the installation format was being finalized. At the Mountmellick site Laois County Council and Nicholas O’Dwyer used a novel adaptation to use a ‘float-mount’ option where the floats were anchored to a steel bridge across the ditch with ‘H Frames’ attached to the bridge. This gave the operators the option to have fluctuating water levels as the H frame pivoted the Triton® floats to the bridge. The existing DO probes were used to control the brush aerators through the variable speed drives and, if the DO remained high, the Triton® blowers could be similarly controlled through the DO probes. At least four Tritons® had to be operating in the mixing mode to completely mix the ditch contents and therefore for Phase 1, the control philosophy was designed only to control the Triton® blowers operation to maintain the DO at between 1 and 2 mg/l.
After the Phase 1 installation was completed and within 20 minutes of the four Tritons® being commissioned, the mixed liquor DO concentration started to rise and it was evident that the units were re-suspending solids that had been settled out in the bottom of the ditch previously. Within two days of commissioning, the four Tritons® units were achieving 1-2mg/l DO constantly, with the existing brush rotors only coming on to assist at times of heavy load when the DO concentration started to drop.
Four out of the eight Tritons® for Phase 2 were operated in aeration and mixing mode at all times and the other four Tritons® were installed to operate in mixing and/or aeration mode when required. To ensure an even use, it was also decided that the Triton® operation would be alternated in ‘duty’ and ‘assist’ mode.
For Phase 1 the installed power was reduced from 42kW to 30kW and the treatment objectives were all achieved. Furthermore, the energy efficiency gains and optimisation objectives were achieved by controlling the aeration mode to provide oxygen as and when required whilst the mixing mode was always maintained to ensure the process performance. Thus, an energy saving over 28.5% was achieved and at the same time the environmental objective for effluent quality was met.
Phase 2 was designed to deliver the energy efficiency gains and carbon footprint objectives. The 45kW total installed power for Phase 2 provided a 40% increase in plant capacity whist requiring only a 3kW increase in power.
The carbon footprint can be further reduced if, as required by the consent for discharge, nitrification of the effluent was not pursued.
For more information on KEE Tritons® or any other wastewater treatment equipment and systems, please refer to our website at keegroup.com or call us on 01296 634500.

3.7kW Tritons® on a tri-pontoon float in position and fastened to the access gantry. The Triton® can be bridge or side-wall mounted.