KEE Tritons® Dual mode Processor (Aerator/Mixer)

Dairy Crest Davidstow Creamery in Camelford is the largest cheddar cheese manufacturer in the UK. The process of collecting and processing milk is a 24/7 operation and therefore in a cheese-making facility like Davidstow effluent is generated round the clock on a daily basis and needs to be treated and disposed of continuously. Effluent from the cheese-making process contains high fat content and BOD/COD concentration.
The Creamery upgraded the effluent treatment plant during 2002/2003 and currently has DAF, a balancing tank, two aerobic reactors and a final clarifier. One of the aerobic reactors is MBR and the second reactor is an extended aeration system.
The original design was based on the MBR treating 60% of the total load and the extended aeration system expected to treat the balance. Due to various operational matters and high power consumption, the site was operating with the extended aeration system, consisting of a 5,000 m3 reactor, treating approximately 60% of the flow. The extended aeration system used helixor aerators for providing oxygen to the mixed liquor and the air was provided by Roots blowers at approximately 0.7bar pressure.
Approximately two-thirds of the helixors were still operational and this meant that one-third of the reactor was not being aerated and consequently was not effective in providing any treatment. The reactor was lacking in adequate mixing and due to the reduced operational volume of the reactor it was necessary to maintain high MLSS at around 7,000mg/l.
A further complication was introduced with high-pressure air at high temperatures increasing the bulk liquid temperature to 23ºC. The combination of high MLSS concentration, high bulk liquid temperature, lack of adequate mixing and the need to operate the reactor at a DO of 3.0-3.5mg/l meant that the blowers were consuming around 150kW of power. It was necessary to replace the disfunctional helixor aerators, as gradually more helixors were beginning to fail and the process was at risk of becoming unstable.
In order to replace helixor aerators, it would be necessary to de-commission the 5,000m3 extended aeration reactor, re-install the aerators and then re-commission the plant.
Whilst this refurbishment was being carried out, the Creamery would have had to make arrangements to dispose of 5,000m3 of mixed liquor and dispose of 850m3/d of high strength effluent for the duration of the refurbishment. Disposal of effluent would need to be continued after the plant had been re-commissioned and until the process was fully established and the effluent discharged from the plant was within consent. In addition to these logistical issues and the high cost of mixed liquor and effluent disposal, the Creamery also had concerns with the ageing Roots blowers, which were consuming approximately 3,600kWh of electrical power, associated maintenance and extremely high levels of noise. It would also be necessary to install 60kW of mixing power to optimise plant performance thereby increasing the power consumption to 5,040kWh/d.
To optimise the process it would also be advisable to introduce lateral mixing in the reactor and again this would have added to the power costs and additional electro-mechanical equipment to be maintained.
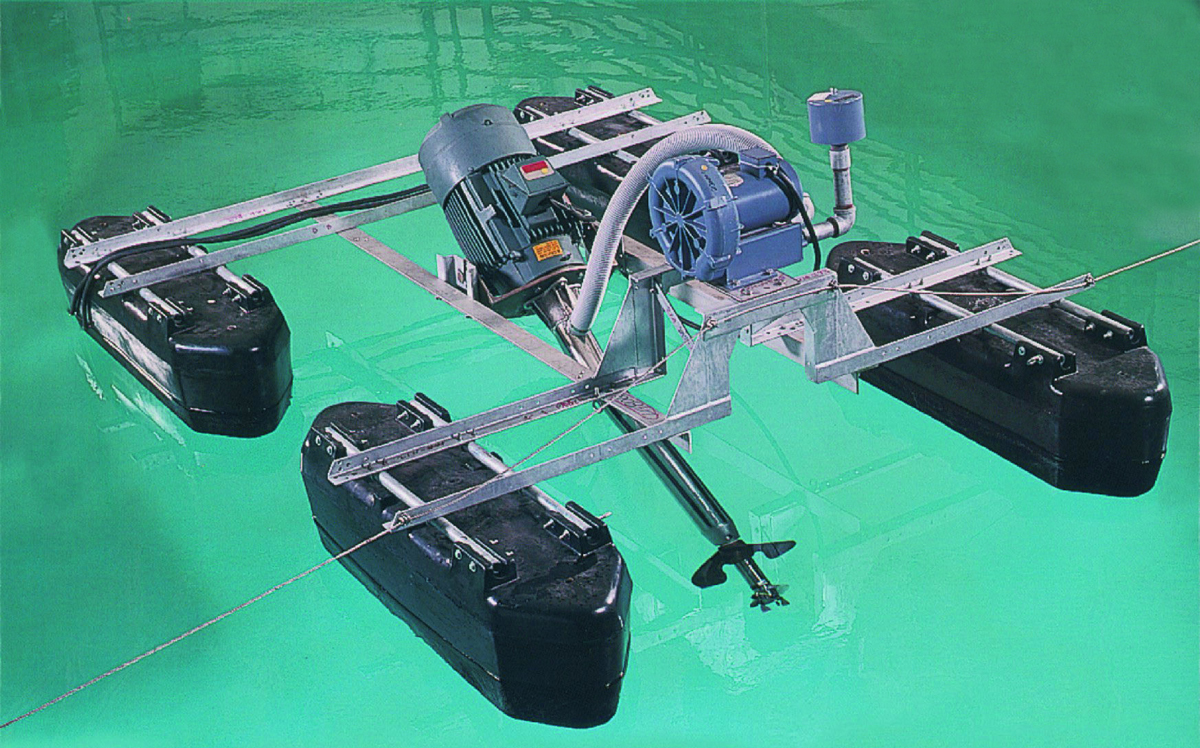
Tritons® Dual mode Processor (Aerator/Mixer)
KEE Process has been working with the Davidstow Creamery and their Consultant, Mr. D. Sharpe of Lanson Microbe, for some time to evaluate installation of KEE’s dual-mode Triton® processor which provides efficient mixing and fine bubble aeration for mixed liquors in any activated sludge system configuration. The Tritons® can be installed without de-commissioning the reactor and whilst the existing treatment process is ongoing thereby eliminating the logistics of emptying the reactor contents and finding a temporary solution for disposal of the effluent.
The Tritons® are surface-mounted fine bubble aerators and the aerator operates under water surface, thereby eliminating the atomisation and aerosol effect of the air-water mixture. The blower supplying low-pressure air is a high-efficiency regenerative unit and is quiet in operation. The Triton® injects a plume of fine bubble air and water mixture into the water and this action ensures that air reaches deep into the tank bottom up to a depth of 10m. The air-water mixture forms a cone-shaped plume which increases in its zone of influence with depth and this ensures that all the tank contents are completely mixed. As the Triton® uses low-pressure air, the mixed liquor temperature is not elevated and thus the energy required for process is minimised.
The blower can be controlled using a DO probe and PLC to facilitate effective dissolved oxygen in the mixed liquor as required. During the low-load conditions the blower would switch off but the Triton® would continue to provide efficient mixing to the reactor contents. The benefits of a well-mixed activated sludge reactor are that all the installed volume of the reactor is actively participating in the treatment process, the DO concentration throughout the reactor is homogenised and is always available throughout the tank and all the other tank contents, i.e. activated sludge and the substrate are uniformly distributed and this enables the reactor to operate as a completely stirred tank reactor. The system can therefore be operated at the desired DO set point of between 1.5mg/l and 2mg/l instead of 3.5mg/l previously.
KEE Process provided the necessary process engineering input to the creamery and re-evaluated the reactor design for treating 850m3/d of creamery effluent with influent COD load of 1,682kg/d (2,000mg/l) at a design MLSS concentration of 4,000mg/l, F:M ratio of 0.053, and mixed liquor temperature of 20ºC. The consent for final effluent for the Creamery is BOD < 13mg/l, SS <20mg/l, NH4-N < 5mg/l and PO4-P < 1mg/l/.
KEE concluded that the process required between two and three 48.5kW Tritons® for oxygen requirements but two would suffice for mixing. It was decided to install two 48.5kW Tritons® and these would provide the necessary mixing of the mixed liquor and almost 85% of the oxygen demand. The balance of the oxygen would be provided by the retained existing helixor aeration system as and when necessary. In effect, the Tritons® took over as the primary aeration system and provided the critical mixing vital to any activated sludge process. The Creamery could have installed three Tritons®, in which case the reactor would have been able to handle 30% more load than at present and this option still remains available to the Creamery. In fact the reactor is capable of treating a lot more load with 4 No. Tritons® but beyond that the process becomes limited by the solids handling capacity of the final clarifier.
The Tritons® were installed and commissioned and the existing aeration system was kept switched on to supplement any necessary deficiency in oxygen demand. The Creamery and Mr D. Sharpe monitored the existing variable speed Roots blower operation and concluded that they only need to operate at their lowest speed. They also monitored the D.O. concentration in the reactor and this was found to be consistently uniform compared to before the installation of the Tritons®. They also commented that the Tritons® were extremely quiet in operation.
Power Saving
Since commissioning the Triton® Dual Mode Processors, the power consumption is 2,580kWh/day and this represents a 28.3% drop in energy consumption compared with the previous aeration system. The annual power saving is 372,300kWh. More importantly, the contents of the reactor are now completely mixed thereby providing a true CSTR with uniform distribution of substrate and D.O. With mixing taken into account the annual power saving would be 897,900kWh. In addition to the power saving the noise from the Roots type blower is eliminated.
Conclusion
- Tritons® can be installed in new plant, or in existing plants for supplemental aeration and/or mixing or for refurbishment.
- Tritons® can be installed without de-commissioning the aeration reactor.
- Tritons® are surface-mounted dual-mode processors and provide complete mixing and fine bubble aeration of the reactor whilst operating under water surface.
- With complete mixing of the reactor contents, the process is completely optimised for performance and energy consumption with lower operational MLSS concentration.
- The upgraded aeration system enables operation of the reactor at under 2mg/l DO and, apart from saving energy, it also enables control of DO in the anoxic selector tank.
- Use of Tritons® enables lower MLSS concentration in operation and this will reduce solids loading on the final clarifier which, in turn, improves final clarifier effectiveness in removing solids or enables operation of the reactor at higher SSVI.
- The use of high-pressure blowers leads to increased temperature of reactor contents thereby increasing energy consumption.
- It is possible to treat more flow and load in the same reactor by adding further Tritons® to improve mixing or provide additional D.O. or both.
KEE, a BSI Certified Company (IMS, QMS, OHS & EMS) offers domestic and industrial wastewater treatment solutions including lifetime operation and maintenance using RBC, SAF, SBR and Extended Aeration. With 60 years’ experience and over 350,000 installations, KEE have the expertise in design, build and operation of all wastewater treatment plants.
For full information on KEE Technologies and Services call 01296 634500 or visit: The KEE Group Website