The KEE patented Dual Mode Processor called the Triton Aerator/Mixer is new technology that overcomes the previous limitations of oxidation ditch technology and can be used to revitalise existing oxidation ditches and technology.
Oxidation ditch technology is one of the oldest ways of treating wastewater. Whilst it enables wastewater to be treated to a high standard, including nitrification and denitrification, it does have significant limitations.
The process requires aerated and mixed liquor to continuously move through the aeration ditch. Brush rotors and disc rotors aerate and mix the liquor but, because they can only maintain the necessary fluid velocity of 0.3 – 0.4 m/s in a shallow depth of no more than 2m, the footprint area of the oxidation ditch is extremely large.
The KEE Triton Aerator and Mixer Aerator is an energy efficient, dual mode (aeration and mixing) process aerator that is capable of nitrification and denitrification all in one unit. With two propellers and a regenerative blower, it is able to operate either as an anoxic mixer with the blower turned off, or a very efficient aerator/mixer with the blower turned on.
With its two mixing propellers, the Triton is able to achieve significant velocities in depths of up to 10m. This means the oxidation ditch basin can now be built up to 10m deep, therefore significantly reducing the footprint area.
The Triton Aerator/Mixer’s primary and secondary propellers inject air bubbles (defined by the Environmental Protection Agency as “fine bubble”) into a high velocity stream (plume) below the surface of the water and provide flow linkage mixing in multiple unit arrangements.
The Triton can also be used to revitalise existing oxidation ditch systems with failing brushes or disc rotors. If the rotors have totally failed, the Triton can replace them.
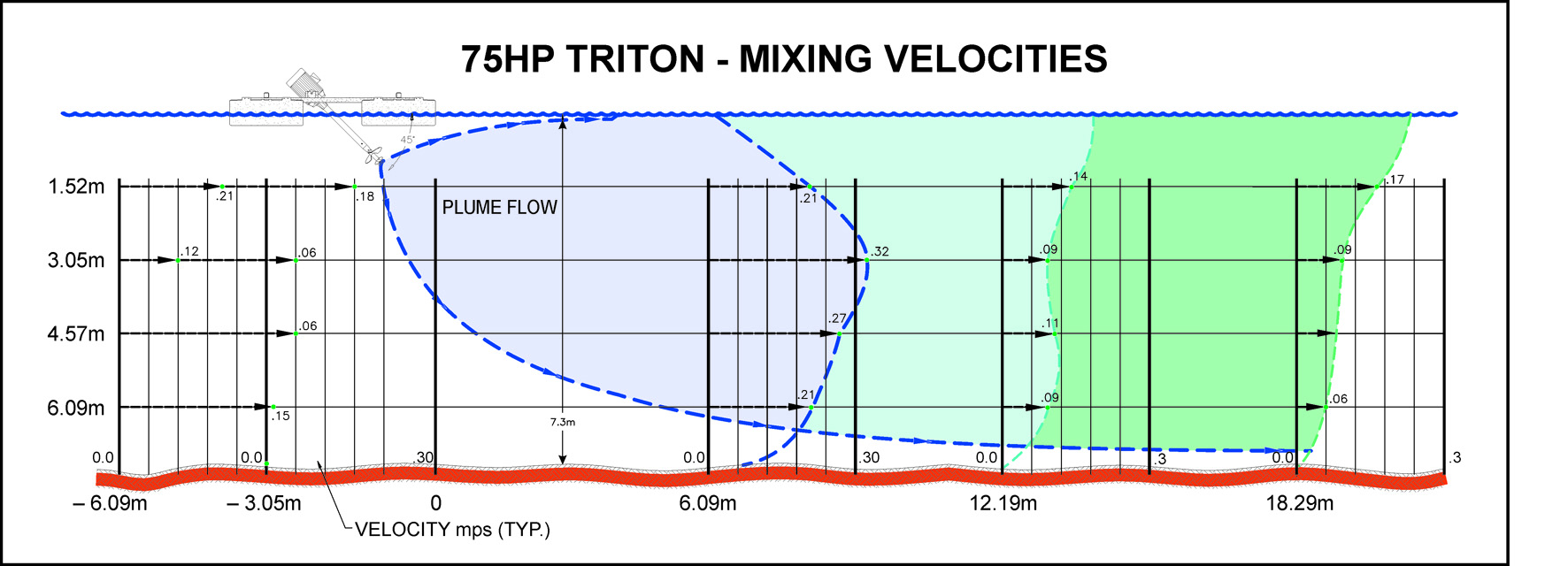
Triton Mixing Velocities

Oxidation Ditch with Nitrification, Denitrification and Aerobic Sludge Digestion.
CASE STUDY
Franklin’s plant has two oxidation ditch systems operating in parallel, each of which treats 4536 m³/day, with influent BOD of 185 mg/l and TSS of 90 mg/l. The Oxidation Ditch Wastewater Treatment Plant at Franklin was failing to meet the consent of 15mg/l BOD and 23 mg/l TSS. Because the rotors required daily lubrication, maintaining them was a time consuming and costly exercise. So when the rotors fractured and failed four years ago, the decision was made to upgrade the plant by replacing the brush rotors with the Triton Aerator/Mixer.

Triton Aerators at the Franklin Wastewater treatment Plant help to produce
an effluent BOD of 2 to 3mg/l.
During the upgrade each ditch was fitted with four Triton each rated 18.6 kW. This represents a maximum of just over 2 kWh of electrical energy per kg of BOD or 0.4 kWh/m³ flow.
The final effluent quality from the refurbished oxidation ditch is testimony to the excellence of the Triton. The result of the upgrade was final effluent with BOD of between 2 and 3 mg/l and TSS well below 15 mg/l. Independent velocity measurements at extremities are well above the minimum 0.3 m/sec, therefore guaranteeing that no solids deposit would develop in the basin. At the same time, maintenance requirements have been substantially reduced to a simple lubrication task once every six months.
 Oxidation Ditch with Nitrification, Denitrification and Aerobic Sludge Digestion. The Triton with its two mixing propellers is able to to achieve significant velocities in depths of up to 10m. This means the oxidation ditch basin can now be built up to 10m deep, therefore significantly reducing the footprint area.
Oxidation Ditch with Nitrification, Denitrification and Aerobic Sludge Digestion. The Triton with its two mixing propellers is able to to achieve significant velocities in depths of up to 10m. This means the oxidation ditch basin can now be built up to 10m deep, therefore significantly reducing the footprint area.
Alternatively, if the rotors are still in good working order but the plant is failing to meet treatment objectives due to lack of dissolved oxygen and/or mixing of the oxidation ditch aerators, Triton can be used in conjunction with the rotors to improve dissolved oxygen levels and mixing.
To see the capabilities of the KEE Group of companies please visit the KEE Group website
![]()
![]()